|
|
4.3
規範書及資格檢定
4.3.1
一般規定
本節規定有關銲接程序規範書(WPS)及銲接人員資格要求,其中銲接人員包括銲工、銲接操作員及假銲人員。
1、
銲接程序規範書
除了預檢合格之銲接程序規範書需符合4.2節的規定外,其餘之銲接程序規範書必須符合本節之規定,且必須經由工程師核可。
(1)
檢定責任
鋼構工程施工廠商須依本規範要求執行銲接程序規範書檢定。
(2) 已檢定之銲接程序規範書
依本規範規定,施工廠商已檢定合格之銲接程序規範書,且具佐證文件時,並經工程師核可後,可無需重行檢定。
(3) 衝擊試驗要求
契約圖說中要求銲接程序規範書包含衝擊試驗時,其試驗程序及標準應符合CNS
3034之規定,取樣位置見附錄A4.3.1。
2、
銲接人員資格
銲工、銲接操作員及假銲人員應具銲接相關技能,以取得行政院勞工委員會相關銲接技術士資格者為佳,並依其核可之技能代碼執行銲接工作。
3、
紀錄
承造人須有效保存試驗結果紀錄,其期限至少至契約規定之保固期。
4、
銲接姿勢
銲接姿勢分成平銲(F)、橫銲(H)、立銲(V)及仰銲(OH),其定義參照國家標準
CNS 12831。鋼板之開槽銲銲接姿勢與填角銲銲接姿勢參照圖4.3-1及圖4.3-2。
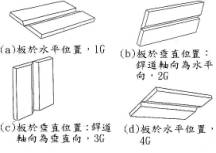
圖4.3-1 板開槽銲接姿勢
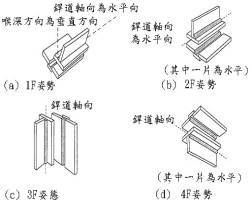
圖4.3-2 板填角銲銲接姿勢
|
解說:
1、銲接程序規範書須由承造人之銲接工程師簽署,並由監造工程師核可。
2、衝擊試驗涉及試驗溫度及吸收能量的要求,應依契約圖說或規範之規定,其要求應視鋼結構物之使用環境及功能需求而定。
3、衝擊試驗所得之結果為材料韌性之表現,一般吸收能量隨著試驗溫度的下降,成降低趨勢。其趨勢如圖C4.3-1所示,並非呈線性,故試驗溫度改變時,所要求的吸收能量也會改變。
圖C4.3-1 衝擊試驗吸收能量與試驗溫度的關係示意圖
4、常用母材之要求如下表所示,有衝擊值要求時,0℃、27J以上是最低標準,目前建築結構用鋼(SN材)亦是比照此種標準。
|
鋼種符號
|
衝擊試驗溫度
|
衝擊吸收能
|
|
SM400B
|
0℃
|
27J以上
|
|
SM400C
|
0℃
|
47J以上
|
|
SM490B
|
0℃
|
27J以上
|
|
SM490C
|
0℃
|
47J以上
|
|
SM490YB
|
0℃
|
27J以上
|
|
SM520B
|
0℃
|
27J以上
|
|
SM520C
|
0℃
|
47J以上
|
|
SM570
|
-5℃
|
47J以上
|
|
SN400B
|
0℃
|
27J以上
|
|
SN400C
|
0℃
|
27J以上
|
|
SN490B
|
0℃
|
27J以上
|
|
SN490C
|
0℃
|
27J以上
|
5、鋼結構銲接常用銲材之衝擊值要求如下表所示,僅供參考。
|
銲接方法
|
銲接材料
|
衝擊試驗溫度
|
衝擊吸收能
|
依據規範
|
|
遮護金屬
電弧銲接
|
E4301
|
0℃
|
47J以上
|
CNS
13719
|
|
E4303
|
0℃
|
27J以上
|
|
E4316
|
0℃
|
47J以上
|
|
E4327
|
0℃
|
27J以上
|
|
E5016
|
0℃
|
47J以上
|
CNS
3506
|
|
E5316
|
0℃
|
47J以上
|
|
E5816
|
-5℃
|
47J以上
|
|
E7016
|
-29℃
|
27J以上
|
AWS
A5.1
|
|
E7018
|
-29℃
|
27J以上
|
|
E7028
|
0℃
|
27J以上
|
|
E7048
|
-29℃
|
27J以上
|
|
潛弧銲接
|
F7A0-EXXX
|
0℃
|
27J以上
|
AWS
A5.17
|
|
F7A2-EXXX
|
-29℃
|
27J以上
|
|
F7A4-EXXX
|
-40℃
|
27J以上
|
|
氣體遮護金屬
電弧銲接
|
YGW-11
|
0℃
|
47J以上
|
CNS
8967
|
|
ER70S-6
|
0℃
|
47J以上
|
AWS
A5.18
|
|
包藥銲線
電弧銲接
|
YFW-C50DX
|
0℃
|
47J以上
|
CNS
14596
|
|
|
0℃
|
47J以上
|
AWS
A5.20
|
|
4.3.2
銲接程序規範書(WPS)
工程開工前須依契約或圖說有關銲接接頭型式、母材、銲材等規定,選擇適當的條件進行模擬試驗,以建立銲接程序規範書作為施工依據。
1、
銲接程序規範書製作
銲接程序規範書須依下列規定辦理:
(1)
承造人須建立銲接程序規範書,且須有程序檢定紀錄,其中須載明相關銲接製程的主要參數,各種銲接製程的主要參數及其適用範圍可參照表4.3-1及表4.3-2,當主要參數值超過表4.3-1及表4.3-2之容許範圍時,須重新檢定。
(2) 在相同製程條件下且參數不變動時,使用高強度等級母材所檢定合格之銲接程序規範書可適用於較低強度等級母材,惟上述規定不適用於耐候鋼材,而耐候鋼材之銲接程序規範書須各別檢定。
(3) 銲接程序檢定試驗所用之母材須有原製造廠商之品質證明書。
(4) 銲接程序檢定試驗所用之填料金屬的強度等級,須與母材強度等級匹配。
(5) 銲接程序檢定試驗中母材最低預熱溫度及道間溫度,依表4.2-2之規定;使用比表中溫度為低時,必須重行檢定,並由銲接工程師簽核。
|
解說:
1、有關填料金屬強度等級降低時,雖不需要檢定,但仍應符合母材強度等級。使用高強度等級之母材所檢定合格之銲接程序規範書,可適用於較低強度等級之母材,惟上述規定不適用於耐候鋼材。主要考量為耐候鋼材一般會添加較多的合金成分以提高鋼材的耐候性,由於合金成分的提高,附帶地也增加了銲接冷裂敏感性,因此例如使用了60公斤級母材檢定合格之銲接程序規範書可適用於一般50公斤級之母材,但卻不能適用於50公斤級之耐候鋼材,耐候鋼材之銲接程序規範書須個別檢定。
2、銲接程序檢定試驗所用之母材須有原製造廠商之品質證明書,主要目的為確保母材之身分,避免混料所衍生之困擾。此外,使用附有品質證明書之鋼料,係屬保障鋼結構品質的作法,由品質證明書中可以獲得該材料之化學成分及機械性質等相關資訊。
3、銲接程序檢定試驗中母材最低預熱溫度即道間溫度,依表4.2-2之規定;使用溫度比表中溫度低時,由於會有產生冷裂之顧慮,故須重行檢定。
表4.3-1 銲接程序書之主要參數改變須再檢定規定
(SMAW、SAW、GMAW、FCAW、GTAW適用)
表4.3-1 銲接程序書之主要參數改變須再檢定規定(續)
(SMAW、SAW、GMAW、FCAW、GTAW適用)
表4.3-1 銲接程序書之主要參數改變須再檢定規定(續)
(SMAW、SAW、GMAW、FCAW、GTAW適用)
表4.3-2 銲接程序書之主要參數改變須再檢定規定(僅適用於ESW
& EGW)
表4.3-2 銲接程序書之主要參數改變須再檢定規定(續)(僅適用於ESW
& EGW)
註:
1、“ˇ”表示適用該項目。
2、依本規範4.5節之規定執行檢測。
|
4.3.2
銲接程序規範書(WPS)(續)
2、
銲接程序試驗項目及厚度認可規定
(1)
板之全滲透銲銲接程序試驗依表4.3-3之規定。
(2)
電熱氣體電弧銲接(EGW)及電熱溶渣銲接(ESW)銲接程序依表4.3-4之規定。
(3)
部分滲透開槽銲銲接程序依表4.3-5之規定。
(4)
填角銲銲接程序依表4.3-6之規定。
(5)
銲接程序之銲道型式及銲接姿勢限制依表4.3-7之規定
3、
銲接程序試片尺寸及取樣位置
(1) 板之試片最小尺寸及取樣位置依圖4.3-3之規定。
(2) EGW或ESW試片最小尺寸及取樣位置依圖4.3-4之規定。
(3) 填角銲試片最小尺寸及取樣位置依圖4.3-5之規定。
4、
銲接程序試片加工尺寸及規定
(1) 拉伸試片如圖4.3-6之規定。
(2) 全銲道試片如圖4.3-.7之規定。
(3) 側彎試片如圖4.3-8之規定。
(4) 面彎、背彎試片如圖4.3-9之規定。
|
表4.3-3 板之全滲透銲銲接程序試驗項目
註:I型槽(Square
groove)全滲透銲道最大認可板厚為其試驗的板厚。
表4.3-4 ESW及EGW之銲接程序試驗項目

表4.3-5 部分滲透開槽銲之銲接程序試驗項目

表4.3-6 填角銲之銲接程序試驗項目
表4.3-7 銲接程序之銲道型式及銲接姿勢限制
註:
1、
銲接姿勢:F-平銲,H-橫銲,V-立銲,OH-仰銲。
2、
板之各種銲接姿勢如圖4.3-1及4.3-2所示。
圖4.3-3 板之試片最小尺寸及取樣位置
圖4.3-4 EGW或ESW試片最小尺寸及取樣位置
|
4.3.2
銲接程序規範書(WPS)(續)
5、
銲接程序之檢驗及其接受標準
銲接程序之檢驗包括目視檢驗、非破壞檢驗、拉伸試驗、全銲道拉伸試驗、背彎面彎和側彎試驗及巨觀浸蝕試驗,其相關規定及接受標準如下:
(1)
目視檢驗:試片銲接完成需經判定符合下列規定後,始進行其他非破壞檢驗。
(i)
銲道不得有裂痕。
(ii)
銲道與母材間或銲道間必須融合。
(iii)
在銲道有效長度內之銲池必須填滿。
(iv)
銲道外型必須符合本規範4.5.3節鋼結構銲道目視檢測法之規定。
(v)
銲蝕不得大於1mm。
(vi)
填角銲氣孔之直徑不得大於2mm,且兩氣孔之中心距不得小於100mm。
(vii)
填角銲腳長不得低於標稱尺寸的1.6mm且長度不得超過10%。
(viii)
全滲透開槽銲道不得有氣孔。
(2) 非破壞檢驗:非破檢驗可用超音波檢測法或射線檢測法,其接受標準,請參照本規範4.5.3節之規定,不符合規定者逕行判定不合格,不再進行後續之其他檢驗。
(3) 拉伸試驗:強度之試驗值不得低於母材鋼種之規格值。
(4) 全銲道拉伸試驗:試驗值須符合銲接材料之相關規定值。
(5) 背彎、面彎和側彎試驗:以目視檢驗彎曲後之凸出表面,其接受標準不得超過如下之規定:
(i) 表面任何方向之瑕疵超過3mm。
(ii)
瑕疵長度超過1mm,小於或等於3mm時,其總合長度超過10mm。
(iii) 最大邊裂長度超過6mm,但由目視可判定其邊裂是由於夾渣或融合不良等情況所造成時,其瑕疵仍不可大於3mm。當邊裂不是夾渣或熔合不良所造成時,如超過6mm時,可重新由原來試片再取樣重做。
(6) 巨觀浸蝕試驗:以目視檢驗必須符合下列規定:
(i)
部分滲透銲道必須至少符合設計的銲道尺寸。
(ii)
填角銲必須將接頭根部完全熔合,但不需要超過。
(iii)
最小腳長必須符合規定之填角銲道尺寸。
(iv)
部分滲透和填角銲道必須符合下列規定:
a.
無裂痕。
b.
銲道相鄰層及銲道和母材間必須熔合。
c.
銲道外觀必須符合本規範4.4.12節之規定。
d.
銲蝕不得大於1mm。
6、
重新檢定
(1) 目視檢驗或非破壞檢驗不合格時,依下列規定方法之一重新檢定:
(i)
加倍製作試片檢定,且所有試片均需符合規定。若有任一試片不符合時,須連續加倍檢定。
(ii)
改變銲接程序規範重新檢定。
(2) 破壞性試驗不合格時,依下列規定重新檢定:
(i) 於原試片不合格項目加倍取樣檢定,且均需符合規定。若有任一試片不符合時,須連續加倍檢定。
(ii)
重作兩組試片,對不合格項目再取樣檢定,且均需符合規定。若有任一試片不符合時,須連續加倍檢定。
(iii)
改變銲接程序規範重新檢定。
|
解說:
拉伸試驗強度之試驗值不得低於母材鋼種之規格值。主要考量有二:
1、
拉伸試驗試片的斷裂位置希望在母材,以顯示銲道強度足夠,試驗值不得低於母材鋼種之規格值以確保應有之強度。
2、
基於耐震性之考量,原本應考量伸長率之試驗值,因應力-應變曲線下之面積代表能量吸收之大小,但由於伸長率試驗值之要求標準涉及層面甚廣,包含銲道品質水準、銲接施工(入熱量的影響)、試驗方法(含試片種類)等,故至今尚無法訂定,因此本規範在未取得共識之前,暫不納入。
銲接程序之重新檢定規定,主要係考量在銲接技術合格的前提下來進行檢定,因此允許當銲接技術有所變異而產生銲接缺陷時,有重新檢定的機會。
|
4.3.3
銲接人員資格
銲接人員應就其預備使用之銲接方法及姿勢參加行政院勞工委員會相關銲接技術士技能檢定考試,並依其檢定合格之銲接方法、銲道型式、銲接姿勢、銲接材料及板厚等資格從事銲接工作。
|
解說:
銲工、銲接操作員及假銲人員應具銲接相關技能,以取得行政院勞工委員會相關銲接技術士資格者為佳,並依其核可之技能代碼執行銲接工作。
銲工及銲接操作員:已檢定合格之銲工或銲接操作員最近六個月內未從事銲接工作者,應重行確認其銲接技能。
假銲人員:已檢定合格之假銲人員因久未從事假銲工作致不良率超出一般要求時,應重行確認其銲接技能。
1、
銲接方法及其代號依表C4.3-1之規定。
表C4.3-1 銲接方法及其代號
|
銲接方法
|
代號
|
英文全名
|
|
遮護金屬電弧銲接(1)
|
SMAW
|
SHIELDED
METAL ARC WELDING
|
|
潛弧銲接
|
SAW
|
SUBMERGED
ARC WELDING
|
|
包藥銲線電弧銲接
|
FCAW-S
FCAW-G
|
FLUX
CORED ARC WELDING
|
|
氣體遮護電弧銲接
|
GMAW
|
GAS
METAL ARC WELDING
|
|
電熱熔渣銲接
|
ESW
|
ELECTROSLAG
WELDING
|
|
電熱氣體電弧銲接(2)
|
EGW
|
ELECTROGAS
WELDING
|
|
植釘銲接
|
SW
|
STUD
WELDING
|
註1:即手銲,又稱被覆電弧銲接。
註2:俗稱電熱氣體銲接。
2、銲接人員之允許工作範圍
(1)
銲工資格檢定之允許工作範圍依表C4.3-2之規定
(2)
銲接操作員之工作範圍依下列之規定:
(i) 1G合格者可工作範圍為:1G、1F、2F。
(ii)
2G合格者可工作範圍為:1G、2G、1F、2F。
(iii)
除前列外,需就各姿勢個別檢定,且僅能於檢定合格姿勢工作。
(3)
假銲人員需就各工作姿勢個別檢定,且僅能於檢定合格姿勢工作。
表C4.3-2 銲工資格檢定之允許工作範圍
|
銲道型式
|
姿勢
|
開槽
|
填角銲
|
|
開槽銲
|
1G
2G
3G
4G
3G+4G
|
F
F,H
F,H,V
F,OH
全姿勢
|
F,H
F,H
F,H,V
F,H,OH
全姿勢
|
|
填角銲
|
1F
2F
3F
4F
3F+4F
|
|
F
F,H
F,H,V
F,H,OH
全姿勢
|
註:1、本表不適用於銲接操作員及假銲銲工之檢定。
2、不適用於銲接處兩平面之夾角小於60°之填角銲。
3、銲接姿勢:F平銲、H橫銲、V立銲、OH仰銲。
3、
檢定板厚與允許銲接之板厚規定
(1)
銲工及銲接操作員允許銲接之板厚依表C4.3-3之規定
(2)
假銲人員檢定之規定可參考其他相關規範。
表C4.3-3 檢定板厚與允許銲接之板厚規定
|
銲道種類
|
檢定板厚
|
允許銲接板厚
|
|
開槽銲
|
10
mm(註)
|
最大19mm
|
|
10
mm < t < 25 mm
|
t/2∼2t
|
|
25mm
|
無限制
|
|
T型填角銲
|
13mm
|
無限制
|
|
對接填角銲
|
10mm
|
無限制
|
|
塞銲
|
19mmφ×10mm
|
無限制
|
|
點銲
|
13mm
|
無限制
|
註:不適用於銲接操作員之檢定。
EGW
& ESW之板厚限定
|
檢定板厚
|
允許銲接尺寸
|
|
38mm
|
檢定板厚38mm時不限制。
檢定板厚小於38mm時最大板厚為檢定板厚。
|
4、
銲工及銲接操作員檢定之試驗項目及數量,依表C4.3-4之規定。
表C4.3-4 銲工及銲接操作員檢定之試驗項目及數量
|
母材分類
|
銲接種類
|
檢定板厚或管之尺寸
|
試驗種類及數量
|
|
目視檢驗
|
彎曲試驗(註)
|
壓破試驗
|
巨觀浸蝕試驗
|
|
面彎
|
背彎
|
側彎
|
|
板
|
開槽銲
|
10mm
|
4
|
1
|
1
|
--
|
--
|
--
|
|
10mm<T<25mm
|
4
|
--
|
--
|
2
|
--
|
--
|
|
25mm以上
|
4
|
--
|
--
|
2
|
--
|
--
|
|
T型角銲
|
13mm
|
4
|
--
|
--
|
--
|
1
|
1
|
|
對接角銲
|
10mm
|
4
|
--
|
2
|
--
|
--
|
--
|
|
點銲
|
13mm
|
4
|
--
|
--
|
--
|
1
|
--
|
|
EGW及
ESW
|
最大38mm
|
4
|
--
|
--
|
2
|
--
|
--
|
| |
|
|
|
|
|
|
|
|
|
|
註:彎曲試驗亦可依第4.5節放射線檢測之規定代替。
下一頁
|